
Can YouFreezeDry Hum
Líder (resumo)
Com o aumento da demanda por ingredientes naturais e minimamente processados que mantêm sua funcionalidade, a BOTH realizou um experimento com mel liofilizado em nossa plataforma de liofilização a vácuo. Controlando a relação sólidos/água, as temperaturas de prateleira e do produto, e o vácuo da câmara, produzimos formatos crocantes ou em pó com alta reidratação, sabor puro e forte estabilidade — com dados rastreáveis durante todo o processo.
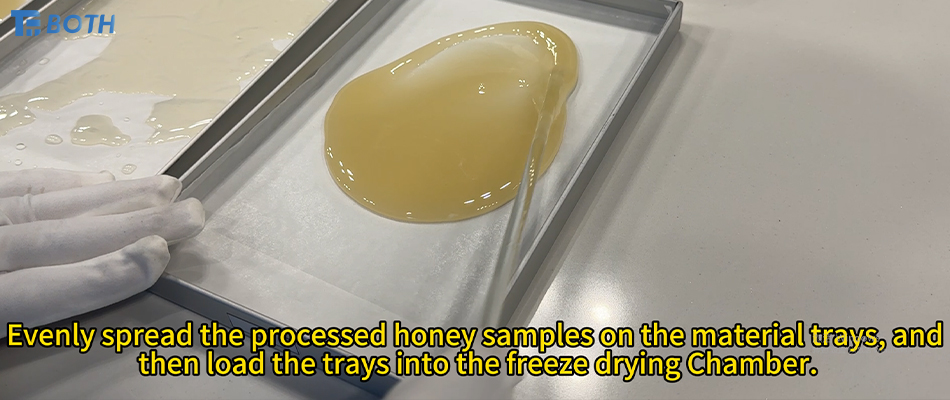
Etapa 1 — Pré-tratamento e Linha de Base de Sólidos/Água (Experiência)
Filtração e clarificação: Remove partículas/detritos, mantendo intactas as características naturais do mel.
Veículo ou diluição opcionais: Para lotes muito viscosos, uma pequena porcentagem de veículo (por exemplo, maltodextrina) ou diluição controlada pode melhorar a transferência de massa e a porosidade.
Registro de dados de referência: Registre os sólidos e a umidade com um analisador calibrado (a umidade típica do mel comercial geralmente fica em torno de 15%). Esses valores alimentam o projeto da curva do programa — rampa de temperatura e metas de vácuo — para garantir repetibilidade e rastreabilidade entre as produções.
Equipamentos recomendados: liofilizadores de laboratório a vácuo LFD para planejamento de experimentos/desenvolvimento de métodos, testes de manuseio de viscosidade e registro abrangente de dados.
Etapa 2 — Programação e Monitoramento em Tempo Real (Especialização)
Executamos um programa de três etapas com registro de dados: Congelamento → Secagem primária (sublimação) → Secagem secundária (desorção).
Congelamento: até aproximadamente −35 a −40 °C para imobilizar a matriz e estabilizar a estrutura.
Secagem primária: vácuo de aproximadamente 10⁻³ mbar com rampa de temperatura controlada na prateleira para remover água livre/voláteis, mantendo a temperatura do produto abaixo da temperatura crítica (Tc) para evitar colapso ou aderência.
Secagem secundária: Aquecimento gradual para remover a água ligada, visando uma umidade final de ≤ 2% a 4%, dependendo do formato desejado (pedaços crocantes, grânulos ou pó) e da embalagem.
Ampliação de escala e produção:
• secadores de liofilização piloto PFD — ampliação com matrizes viscosas e otimização de portadores
•Liofilizadores de produção BTFD/BSFD — CIP/SIP, automação, alto rendimento para formatos de alimentos e nutrição
• Liofilizadores com tampa asséptica BBFT — para ambientes assépticos do tipo biofarmacêutico ou SKUs especiais
•RFD/HFD/SFD/DFD Liofilizadores domésticos — para fins educacionais, demonstrações e criação de conteúdo.
Etapa 3 — Alta e Verificação de Qualidade (Autoridade)
Aquecimento na câmara: Rampa lenta para evitar condensação e absorção de umidade.
Pontos finais de qualidade:
Umidade final: normalmente 2%–4% (dependendo do formato)
Reidratação: dissolução rápida ou reidratação veloz com sensação de boca limpa.
Sabor e aroma: notas características de mel, baixo impacto térmico.
Opções de textura: lascas crocantes, grânulos ou pós fluidos para mistura/revestimento.
Limites microbiológicos: testados de acordo com padrões internos, com registros de retenção e estabilidade.
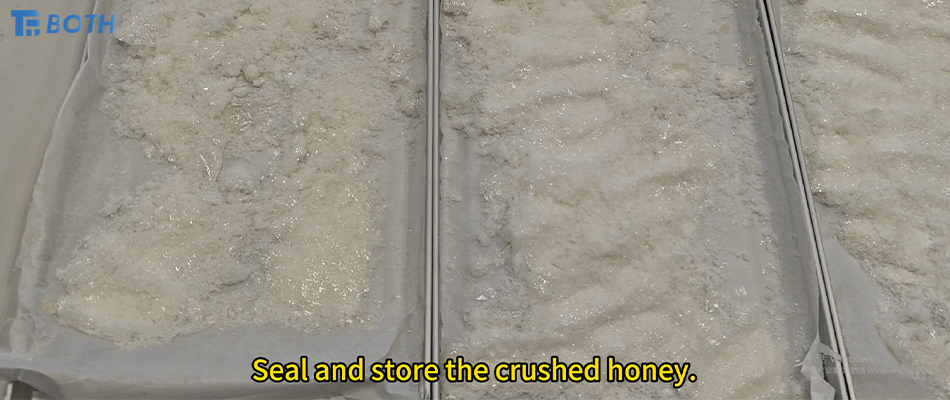
Embalagem e armazenamento: Injeção de nitrogênio e/ou dessecante com embalagens de barreira; armazenar em temperatura ambiente, em local seco e protegido da luz para manter a crocância e evitar a formação de grumos.

Benefícios do mel liofilizado (Confiabilidade)
Conservação em baixa temperatura: A sublimação minimiza a degradação térmica e ajuda a preservar os compostos aromáticos voláteis.
Formatos com longa vida útil: Baixa umidade residual favorece a estabilidade em temperatura ambiente, dosagem conveniente e formulações com rótulo limpo.
Reidratação/dissolução: A estrutura porosa permite uma rápida reconstituição em bebidas ou uma dispersão veloz em misturas secas.
Manuseio e logística: Transformar o mel viscoso em um formato crocante ou em pó melhora o manuseio, a precisão da dosagem e o transporte.
Perspectivas de mercado: conjunto de equipamentos + resiliência energética
Os ingredientes liofilizados estão sendo cada vez mais utilizados nas áreas de alimentos, nutrição e aplicações especiais. A BOTH se diferencia por oferecer um conjunto completo de equipamentos — LFD (laboratório) → PFD (piloto) → BTFD/BSFD (produção) / BBFT (asséptico), além de RFD/HFD/SFD/DFD (para uso doméstico) — e uma Solução de Resiliência Energética:
LiofilizadorSolução de armazenamento de energiaAo integrar energia solar fotovoltaica, armazenamento em baterias e sistema de gerenciamento de energia (EMS), o BOTH possibilita a geração coordenada de energia multienergética para operação ininterrupta em condições de volatilidade da rede, otimizando a remoção de água em kWh/kg e o custo total de propriedade.
Obrigado por ler nossa última atualização. Se precisar de mais informações ou tiver alguma dúvida, não hesite em nos contatar.Contate-nosNossa equipe está aqui para oferecer suporte e assistência.
RFD/HFD/SFD/DFD:https://www.bothsh.com/both-sfd-series-1kg-100kg-lyophilizer-vacuum-automatic-fruitvegetablesliquidherbpet-food-freeze-dryer-machine-product/
secadores de liofilização piloto PFD:https://www.bothsh.com/pilot-scale-vacuum-freeze-dryerproduct-description-product/
Liofilizadores de produção BTFD/BSFD:https://www.bothsh.com/in-situ-vacuum-freeze-dryer-product/
Contate-nos:https://www.bothsh.com/contact-us/
Solução de armazenamento de energia:https://www.bothsh.com/freeze-dryer-energy-storage-solution-product/
Data da publicação: 18/11/2025




